Can 1,000 Hours of UV Testing Be Converted into Years of Natural Outdoor Exposure?
Introduction
In the solar industry, long-term outdoor durability is a fundamental requirement for plastic components used in tracking systems, mounting structures, cable management, bearings, clips, and protective enclosures. Many of these components are injection-molded plastics expected to operate reliably under continuous UV radiation for 20–30 years.
Because of this, “1,000 hours of accelerated UV aging” has become a widely referenced requirement in technical specifications. During design reviews and supplier evaluations, one question appears again and again:
Does 1,000 hours of accelerated UV testing actually represent a specific number of years of outdoor exposure in a solar environment?
The short answer is no — there is no universal or direct conversion.
Key Takeaways
- 1,000 hours of accelerated UV aging does not equal a fixed number of outdoor years.
- UV aging is best used for material comparison and qualification, not lifetime prediction.
- For solar plastics, mechanical property retention matters far more than appearance alone.
Why Accelerated UV Aging Is Widely Used in the Solar Industry
Solar power plants expose materials to some of the most demanding outdoor conditions:
- Continuous UV radiation
- Large daily temperature swings
- High ambient temperatures, especially in desert regions
- Humidity, rain, sand, dust, and wind
Waiting 20–30 years for real-time outdoor exposure data is not practical during product development.
Accelerated UV aging provides a controlled and repeatable way to:
- Compare different plastic materials and formulations
- Evaluate the effectiveness of UV stabilizers and additives
- Identify early failure modes such as embrittlement, cracking, or discoloration
- Screen materials before committing to long-term field validation
For solar manufacturers, accelerated UV testing is therefore a decision-support tool, not a lifetime prediction model.
Common UV Aging Standards Used for Solar Plastic Components
In the solar industry, “weathering” is a complex science. To ensure injection-molded parts can survive decades of exposure, engineers rely on several internationally recognized standards.
| Standard | Light Source | Typical Role |
| ASTM G154 | Fluorescent UV | The most common screening method for plastics. Using UVA-340 lamps to simulate the critical short-wave UV. |
| ISO 4892-3 | Fluorescent UV | International equivalent to ASTM G154 |
| ISO 4892-2 | Xenon Arc | Full-spectrum sunlight simulation, including visible light and infrared. |
| SAE J2527 | Xenon Arc | The most common screening method for plastics |
Fluorescent UV tests (ASTM G154 / ISO 4892-3) are widely used in solar applications because they are cost-effective, highly repeatable, and well-suited for material comparison.
Why 1,000 Hours of UV Testing Cannot Be Converted into Years
It is tempting to look for a simple formula:
1,000 hours of UV aging = X years outdoors
From a polymer engineering standpoint, this assumption is inaccurate and potentially misleading.
Accelerated UV aging results should be interpreted as comparative performance indicators, not as direct predictors of service life.
No universally accepted conversion factor exists, and for solar applications, the discrepancy is even more pronounced due to three primary reasons:
Radiant Dosage vs. Calendar Time (The Geography Gap)
- UV chambers apply constant, high-intensity radiation
- Natural sunlight varies by hour, season, and location
Furthermore, geographic location dictates the actual “UV budget” a part receives. For instance, one year in a high-altitude, high-UV environment like the Atacama Desert or the Australian Outback delivers drastically more radiant energy than five years in Northern Europe.
The Absence of “Dark Cycles” and Thermal Shock
Real-world weathering is a multi-dimensional threat, and the outdoor exposure includes:
- Temperature cycling
- Moisture, dew, and rain
- Thermal shock
For injection-molded parts, internal residual stresses from the molding process can be “unlocked” by these temperature fluctuations, which might never be revealed through a constant-temperature, constant-light UV test.

The Phenomenon of Reciprocity Failure
In material science, the Reciprocity Law suggests that the total chemical effect depends only on the total energy absorbed. However, plastics often exhibit “reciprocity failure.”
This means:
- High-intensity UV for a short time is not equivalent to low-intensity UV over many years
- Different degradation mechanisms can occur
High-intensity lab dosing can sometimes trigger surface reactions that “seal” the material, while slow, natural exposure allows oxygen to diffuse deeper, causing more significant structural embrittlement.
Variable Summary: What the Lab Cannot Replicate
Because solar farms are deployed across vastly different climate zones, the “1,000-hour” result must be filtered through these local variables:
- Altitude and Latitude: Higher UV indices at high altitudes.
- Orientation: Tracker-mounted components vs. fixed-tilt components.
- Micro-climates: Coastal salt spray vs. abrasive desert sand.
Key Factors Affecting UV Degradation of Solar Plastic Parts
Predicting how an injection-molded part will behave over 25 years requires looking beyond the 1,000-hour timestamp. For solar applications, UV degradation is a synergistic process where material chemistry, part design, and environmental stressors intersect.
To accurately evaluate test results, you must consider these five critical factors.
Material Chemistry and Morphology
Different polymers respond uniquely to photon bombardment. While common solar plastics such as Polyamide (PA), Polycarbonate (PC), and Polypropylene (PP) are widely used, their molecular structures vary in their vulnerability.
Furthermore, the injection cooling rate affects the material’s crystallinity. A highly crystalline surface may resist moisture better, but can also create internal stresses that accelerate UV-induced micro-cracking.
For premium longevity, materials like ASA are often preferred as they possess an inherently saturated polymer backbone that resists photo-oxidation better than ABS or PP.
Stabilizers and Additives
In many cases, the additive package matters more than the base resin.
Without high-performance UV Stabilizers (such as HALS) and antioxidants, even engineering-grade plastics will succumb to chain scission. This molecular breakdown leads to “chalking”—a powdery surface degradation—and a catastrophic loss of impact strength.
In solar environments, these additives act as “radical scavengers,” neutralizing the free radicals created by UV rays before they can break the polymer chains.
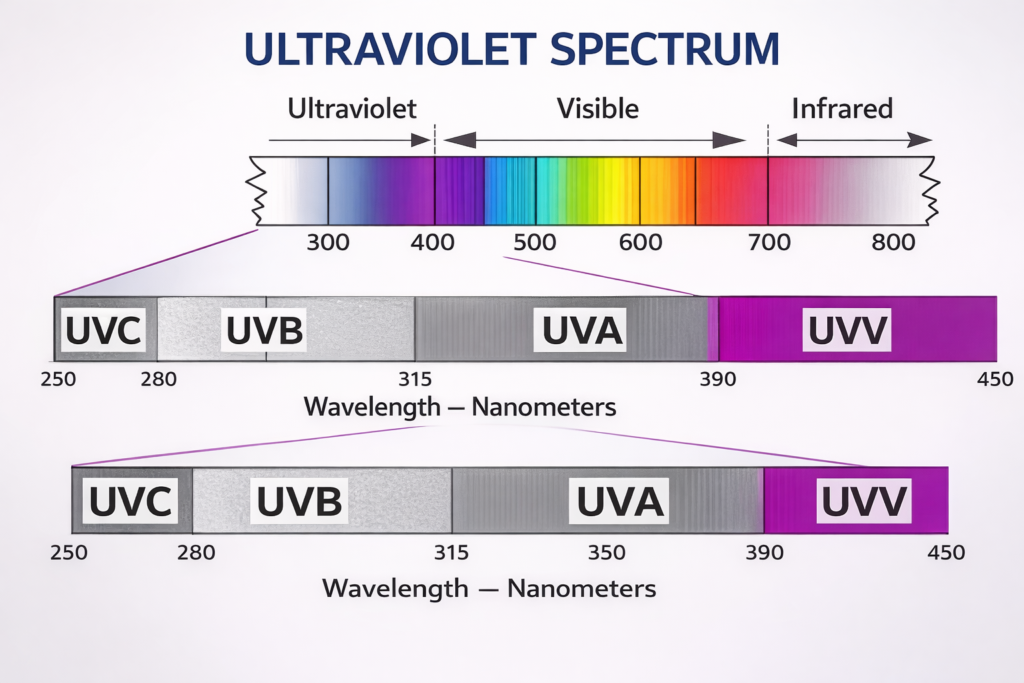
UV Spectrum and Lamp Selection
UVA-340 Lamps: The gold standard for solar applications, as they provide the best simulation of the short-wave sunlight (295-365nm) that causes the most polymer damage.
UVB-313 Lamps: Often used for “high-speed torture tests.” While they accelerate results, they include wavelengths not found in natural sunlight, which can trigger unrealistic failure modes that wouldn’t occur in the field.
Pigment Interaction and Carbon Black
Carbon-black-filled plastics typically offer superior UV resistance because the carbon black acts as both a physical barrier and a light absorber.
However, there is a trade-off: darker parts absorb significantly more infrared heat. This thermal load synergizes with UV radiation to accelerate chemical degradation, meaning darker components must be engineered to handle higher internal operating temperatures.
Part Geometry and Wall Thickness
UV degradation is primarily a surface phenomenon. Therefore, wall thickness is a structural insurance policy.
Thicker sections and strategic ribbed designs can delay the point at which surface micro-cracks propagate into the structural core of the part. In solar trackers or mounting clips, a part with optimized geometry can maintain its load-bearing capacity even after the outer “skin” has begun to show signs of UV aging.
Operating Environment and Micro-climates
A solar part’s “real-world” clock runs at different speeds depending on its environment.
Solar installations in desert regions face a “double hit” of extreme UV indices and high ambient heat. Conversely, coastal solar farms must contend with salt spray, which can chemically interact with degraded plastic surfaces to accelerate embrittlement.
What 1,000h UV Testing Is Actually Good For?
If 1,000 hours doesn’t provide a definitive “expiration date,” why is it the industry standard? The value of this benchmark lies in comparative analysis and risk mitigation:
Material Ranking & Selection: It allows engineers to compare two different resins or two different UV stabilizer packages under identical, controlled conditions.
Quality Control & Batch Consistency: By requiring 1,000h testing, OEMs ensure that the supplier hasn’t altered the polymer formulation or reduced the additive concentration in subsequent production runs.
Predicting “Worst-Case” Failure Modes: Does the part fail gracefully by fading (aesthetic failure), or does it fail catastrophically by shattering (structural failure)? 1,000 hours is usually sufficient to reveal these long-term tendencies.
In solar projects, passing a 1,000h UV test often indicates that a material is suitable for further qualification, not that it is guaranteed to last a specific number of years in the field.
Example: Standard Procedure for Material Comparison Using UV Aging Tests
Standard procedure
In engineering practice, comparing two materials (Material A and Material B) using accelerated UV aging typically follows the steps below:
Step 1: Define Test Conditions (Ensure Comparability)
All samples must be tested under identical conditions:
- Same test standard (e.g., ASTM G154 Cycle 1)
- Same lamp type (UVA-340)
- Same exposure duration (e.g., 0h / 500h / 1000h)
- Same specimen type (tensile bars, impact bars, or actual molded parts)
Step 2: Baseline Property Testing (Before Aging)
Before UV exposure, both materials are tested to establish baseline properties.
Typical test items include: • Tensile strength • Elongation at break • Flexural strength • Impact strength • Color (ΔE) • Visual appearance
Results are recorded as: A₀, B₀ (initial properties)
Step 3: Property Testing After UV Aging
After 1,000 hours of UV aging, the same properties are tested again. Results are recorded as: A₁, B₁
Step 4: Calculate Property Retention
The key metric is property retention: (Example)
| Material | Initial Tensile Strength (MPa) | After Aging (MPa) | Retention |
| A | 80 | 68 | 85% |
| B | 82 | 53 | 65% |
Although Materials A and B have similar initial strength: • Material A: 85% retention • Material B: 65% retention
This indicates that Material A has significantly better UV stability than Material B.
Common Comparison Metrics in Engineering Practice
Different applications emphasize different performance aspects. For solar plastic components, the usual priority is:
Mechanical Property Retention (Most Important)
- Tensile strength retention
- Elongation at break retention
- Impact strength retention
Embrittlement and Cracking Behavior
- Presence of surface micro-cracks
- Chalking or powdering
- Cracking during light bending
In some cases, even if strength values remain acceptable, obvious brittleness makes the material unsuitable in practice.

Color Change (ΔE)- for light-colored parts
Color change is usually treated as an indirect indicator, not a pass/fail criterion.
- Yellowing does not necessarily mean failure
- Severe discoloration often signals polymer degradation
FAQ: UV Aging and Injection Molded Plastics for Solar Applications
Q: Does 1,000 hours of UV aging equal a specific number of years in outdoor solar exposure?
Short answer: No.
There is no fixed or universal conversion between accelerated UV aging hours and actual outdoor service years. Actual outdoor exposure depends on factors such as location, climate, UV intensity, temperature, and part orientation—none of which can be fully reproduced in a laboratory test.
Q: What properties should be evaluated after UV aging for solar plastics?
A: The following metrics provide a far more reliable indication of outdoor suitability than color change alone.
- Retention of mechanical properties (tensile, flexural, impact strength)
- Resistance to embrittlement and cracking
- Dimensional stability
- Continued functional performance (snap-fit, load-bearing, sealing)
Q: Are dark or black plastics always more UV resistant?
A: In many cases, yes, but not always.
Carbon black-filled plastics generally offer excellent UV resistance. However, overall performance still depends on:
- Base polymer type
- Additive package and stabilizer quality
- Part geometry and wall thickness
A properly stabilized light-colored material can outperform a poorly formulated black plastic under UV exposure.
Q: Can UV aging tests predict 20–30 years of solar field service life?
A: Not directly.
Accelerated UV aging tests can help identify:
- Relative performance between materials
- Potential early failure mechanisms
- Suitability for long-term outdoor use when combined with other tests
Reliable lifetime assessment for solar applications typically requires multiple test methods and real field experience.
Q: How should I define UV durability in my technical specifications?
A: Instead of asking for “years of equivalency,” shift to measurable “Performance Retention” criteria.
To ensure long-term field reliability, your specifications should focus on three precise pillars:
- Define Standard and Duration: Specify a globally recognized aging protocol and a fixed test duration.
- Set Quantitative Retention Thresholds: Define exactly how much mechanical strength the part must retain after exposure.
- Require Comprehensive Data Validation: Demand transparent evidence of performance before and after the test.
Conclusion: Engineering Beyond the 1,000-Hour Benchmark
While 1,000 hours of accelerated UV testing remains an indispensable industry benchmark, it should never be viewed as a simple countdown to a part’s expiration date.
True long-term reliability is achieved through:
- Proper material selection
- Robust additive systems
- Sound part design
- Comprehensive qualification testing
Moving beyond the “years of equivalency” myth leads to more reliable solar systems and lower lifecycle risk.
Ready to Optimize Your Solar Components for 25-Year Durability?
Choosing the right material for the solar field requires more than just a datasheet—it requires a partner who understands the complex chemistry of UV degradation and the precision of high-volume injection molding.
If you need support with material selection, UV aging interpretation, or injection molded part design for solar trackers, our engineering team is available to discuss your application.
Don’t leave your product’s lifespan to chance.
Consult with our experts to define the right UV testing protocols and material strategies for your next solar project.

